|
| |
製品の組立技術は、その製品独自の技術ですが、その基本となる技術について考えることにします。初心者の生産技術者の皆様のご参考になればと思います。なお、ここに述べてある内容は、説明の便宜上、すでに他の項目で記載した内容と重複している部分があります。 1.製品組立 1.1 製品の組立とは
(A)製品を作る 製品を構成するいろいろな部品を順序良く組み合わせることによって「製品をつくる」ことです。組立にはさまざまな方法を用います。 (B)付加価値をつける 材料を加工して部品をつくり、その部品を組立てて、製品を作ることによって新たに「付加価値をつける」ことです。 (C)新しい製品やサービスを生み出す 組立は一個の製品をつくることだけではなく、製品(モノ)と製品(モノ)をインターネットなどでつなげることにより新たな製品をつくる一つの技法といえます。すなわち、製品を組み合わせることによって「新しい製品やサービスを生み出す」ことでもあるといえます。 1.2 組立に用いるいろいろな工法 <基本的な組立工法> 次のような工法があげられます。
①ネジ締め ②ボルトナットによる組み付け ③溶接 ④接着 ⑤ロー付け、半田付け ⑥圧入 ⑦カシメ、はぜ折り ⑧キー留め、スナップリング留め ⑨クリップ、グロメット、リベット止め ⑩その他、縫製など 2.ネジによる組立  ネジ(ねじとも書きますがここではネジとしています。)類を用いた組付けは、製品組立には欠かせないものです。多種多様なネジが市販されており、いろいろな製品に使われています。ネジ類やボルトナットに関しては、その種類毎に多くのJIS規格がありますので、詳しい内容についてはJIS規格を参照してください。ここでは、組立作業に関する実務的な内容を中心に述べてあります。 ネジ(ねじとも書きますがここではネジとしています。)類を用いた組付けは、製品組立には欠かせないものです。多種多様なネジが市販されており、いろいろな製品に使われています。ネジ類やボルトナットに関しては、その種類毎に多くのJIS規格がありますので、詳しい内容についてはJIS規格を参照してください。ここでは、組立作業に関する実務的な内容を中心に述べてあります。
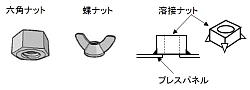
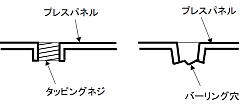
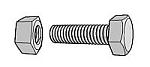
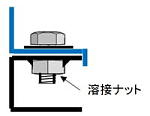
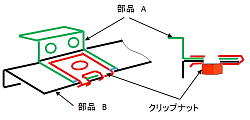
2.1 おネジとめネジ ネジの種類は非常に多いので、製品設計者はその選択に気を配らなければならないといえます。ネジは「取り付けてそのままにする」ネジの場合や「開閉、交換又は補修時など取り外す」ネジといったように使用用途別の区分もあります。前者は緩んではならないが、後者は緩まなければならないという課題があります。 さらに、効率的に組み付け作業ができるようにネジの頭もいろいろな形状が工夫されています。図に示すものは、小物部品の組み付けに使用される代表的なネジで、雄ネジ(おネジ)でもあります。相手部品は雌ネジ(めネジ)となりますが、通常のナット以外に組み付け部品によりいろいろな雌ネジが考えられ ています。 ナット類は六角ナットのほか、溶接ナットもよく使われています。これはプレスパネルに直接溶接したものです。ナットの挿入が困難な場合にプレスパネル側に溶接しておくものです。その他ナット類(めネジ)にはいろいろな種類があります。
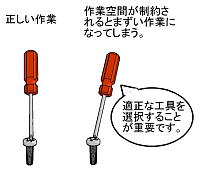
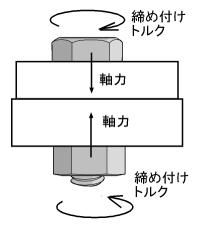
2.2 ネジ類の締め付け 小物品の組み付けに使用されるネジ類は、ドライバーによって組み付けるものが多いのですが、ナット類ではボックスレンチを用いるものが多いといえます。 量産品の組み付けでは、エヤー工具(インパクトレンチやナットランナーなど)が使用されます。かって現役時代にはまだ便利なトルク調整のないタイプの工具だったので、ときどき締め過ぎてネジの頭をねじ切ってしまいました(頭を飛ばすと呼んでいました)。リーダーから随分冷やかされました。ネジの本体部分がネジ穴の中に残ってしまうので、その後処理に随分手間がかかりました。エヤーツールを使った締め付けでもある程度の技能が要求されます。なお、規定のトルク(締め付け力)を要するものは、トルクの判明するレンチ(トルクレンチ)などで締め付けなければなりません。 2.3 正しい締め付け作業の実施
少なくありません。さらに作業姿勢が苦しい場合や、ラインのスピードに追われて適正な作業が行われないなどの問題も生じますから、正しい作業ができるように改善を図らなければなりません。さらに、工具の選定も重要なことです。当然ですが、必要な締め付け力(トルク)を得られるものを選択します。
3.ボルトナットによる組立 3.1 ボルトとナット
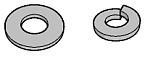
3.2 平ワッシャーとスプリングワッシャー
3.3 ボルトやナットのゆるみ
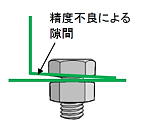
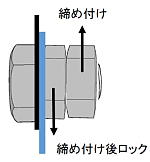
<ゆるみ発生の原因> 次のようなことがあげられています。 ①作業者が定められた締め付け作業を行わなかった(トルク不足) ②平ワッシャーやスプリングワシャーの使用ミス(欠品) ③締め過ぎによるボルトやナット座面の変形(部品の凹みなどやゆがみの発生) ④ボルトナットに繰り返して振動が伝わり、ネジ部分の滑りによるゆるみが生じる ⑤組み付け部分に強い外力を受けた時、ボルトの強度不足によるボルトの変形 ⑥締め付け部品のなじみによる軸力の低下(部品同士隙間などの合わせが悪い場合) ⑦締結部分の高熱による熱膨張などからくるボルトの変形や強度の低下 (例:ブレーキやホールタイヤ組立部位) ⑧その他繰り返して応力が加わることによる疲労による場合など 設計者は、締結部分の負荷や作業条件などを十分検討し適切なゆるみ止め対策を取らなければならないといえます。また、現場の監督者は、正しい締め付け作業方法を指導することが必要です。 3.4 ゆるみ止め ボルトナットなどネジのゆるみとは、ボルトやナットが締め付けと逆の回転を起こすことですから、このゆるみを如何にして防止するか、ネジメーカーの技術者や製品設計者たちは、苦心しています。 (1).締付け作業対策 ネジ類の組付けに当たっては、正しい締め付け作業を行うことが重要なことはいうまでもありません。特に、未熟練作業者に起こりがちなことは、最初のネジの2~3山が正しく挿入されていないのに無理やり工具で締め付けること、規定の締め付け力(トルク)で締め付けていない、または締め過ぎてしまうことです。監督者は正しい締め付け作業指導を行わなければなりません。さらに、使いやすい工具の準備も大切なことです。さらに、無理な作業姿勢による作業も改善しなければなりません。狭い作業空間や短時間で作業しなければならないライン作業は、作業者泣かせです。これは私の現役時代の苦い経験です。 (2).組付け部品の対策
(3).設計による対策 ネジ類のゆるみ止め対策は、設計段階でしっかり対策しておく必要があります。組付け強度だけではなく、ゆるみ止めを考慮したネジ類の選択と組合せを行わなくてはなりません。
これはよく使われるゆるみ止めはスプリングワッシャーです。同じような役割のダブルナットも使われますが、一般の製品では先ず採用されていなく、大型建築鉄骨の繫ぎなどに見られるようです。 b.ゆるみ止めナット いろいろなゆるみ止めナットが工夫されて販売されています。個別の具体的な仕様などについてはネジメーカーやネジ販売店などに照会していただきたいと思います。また、ゆるみ止めナットやボルトに関しては、JIS規定もありますから参照してください。 <市販されているいろいろなゆるみ止めナット>
c.ナットの脱落防止 組み込んだナットがボルトから脱落することを防止する対策
d.特殊なワッシャーによる対策
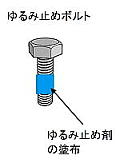
e.ゆるみ止めボルト
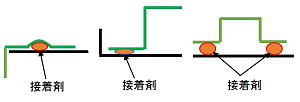
f.接着剤によるゆるみ止め 小ねじなど一度組み込めば取り外しのない場合は、ネジ部に接着剤を塗布して固定する方法があります。ネジ類を接着すると補修時(取り換えなど)には問題が生じるので、事前によく検討する必要があります。
3.5 締め付け工具(エヤーツール)
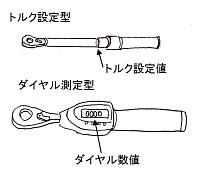
一般によく使われているのは、右図に示すような工具です。ボルトやナットの大きさに応じて先端のボックスやドライバーも合わせることになります。このような工具類もさまざまな種類が市販されていますから適正なものを選択しなければなりません。 3.6 トルクレンチ
トルクレンチの使用にあたって重要なことは、定められている握り部分を確実に掴むことです。自分勝手な掴み方は厳禁されています。 4.溶接
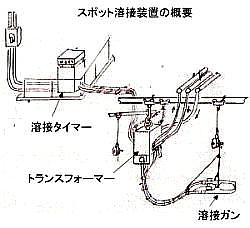
4.1 溶接の課題とは 溶接は、文字通り材料に熱を加えて溶融させて接合するものです。この高熱によって材料は膨張し、冷えると収縮することはいうまでもありません。したがって、溶接後は組立品の形状が変化します。この溶接による変形を防止することが技術者の腕の見せところです。特に溶接時に使用する組立治具仕様が大切な要素になります。この組立治具については、別項で説明します。 溶接作業は溶接する部位が決まっており、作業条件の変動も少ないので、ロボットによる自動溶接が一般化しています。今後、溶接作業はほとんど自動化される時代となります。 なお、後述しますが、昨今接着技術が急速に進み製品の組立に採用されています。将来は、溶接から接着へ変換が進むと予想しています。 また、溶接作業時には、高熱の溶融金属が作業者に直接飛散することがありますので、保護具の着用は必須となっています。 4.2 スポット溶接
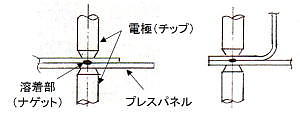
スポット溶接の溶着部位を右図に示します。電極(チップ:Tip)でパネルを加圧し、短時間に大電流を通電することにパネル合わせ部が抵抗発熱により高熱を発生させ溶着部(ナゲット:Nugget)をつくるものです。このため、「抵抗溶接」とも呼ばれています。 このスポット溶接の問題点は、完全に溶着しているか(溶接ができているか)を直接確認することが困難であることです。表面の目視でナゲット痕があっても溶接不良の場合があるため、適宜溶着確認作業(剥離テストなど)を必要とすることです。 4.3 プロジェクション溶接
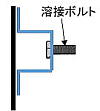
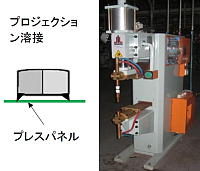
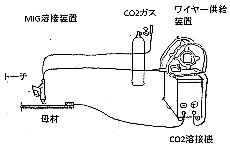
なお、溶接に使われるナットは「溶接ナット」で一般のナットと区別されます。また、量産品でない場合や特別な場合は、ナットを直接アーク溶接することもあります、 さらに、ボルトの挿入が困難な取り付けの場合、ボルトを先に溶接する方法も行われています。この場合のボルトはスタッドボルト(Stud Bolt:植え込みボルト)と呼ばれています。専用の溶接機を使います。 4.4 アーク溶接 (1)アーク溶接とは
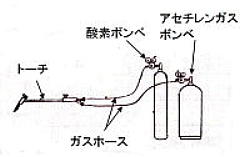
(2)アーク溶接による熱変形 アーク溶接は、溶接部分には高熱が発生するのでその熱によって組立品の膨張と収縮が起ります。多数の部品をアーク溶接で組み付ける製品は、その組立精度の確保が困難な問題が起こります。組立治具の仕様や溶接工程の設計などに技術力や経験が必要です。 (3)アーク溶接の安全対策 アーク溶接時には、強い光を発光するため、作業者の目の保護のため、その光を遮蔽するメガネ(保護面、お面)を使用しなければなりません。現在では、被覆材を用いた溶接は、少なくなりましたが、この溶接棒に付着されている被覆材は、溶接後塗装前に剥離しなければなりません。溶接完了後、被覆材はスラグとなって溶接ビード部位を保護しているため、ハンマー等で除去します。この場合、粉じんとなって飛散しますから、保護マスクを着用しなければなりません。 4.5 ガス溶接
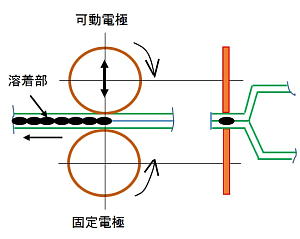
4.6 シーム溶接
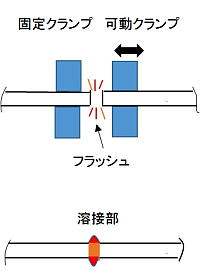
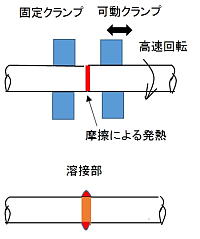
フラッシュバット溶接(Flash-bat Welding)は、二つの材料を数ミリの間隔をあけてセットし、電圧をかけて近づけると材料が高熱となりフラッシュが発生します。 双方の材料が溶接に必要な高い温度になった時、加圧することにより接合するものです。 その昔、現役時代自動車ホイールのリムの製造工程でこの溶接を行った経験があります。長方形に切断された鋼材をローラーで丸めておき、フラッシュバット溶接で円状につなぎ合わせます。溶接部の肉盛り部分を切削整形後ローラー成型機でリム形状に加工します。当時は少量生産のため手動操作でした。ハンドルレバーを操作しながら上下の成型ロールの加圧を加減しながらリム形状を作っていくものです。通路からの見学者の前で新前の私は、かっこよく仕事をしておりました。 4.8 摩擦溶接(圧接溶接)
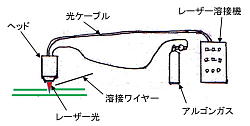
レーザー溶接(LASER Welding)は、レーザー発生装置からレーザー光をヘッド(レーザー光をレンズで焦点合わせする)に送り、 溶接や切断を行うものです。レーザー光のエネルギーをレンズで一点に集中出来るので、熱をかける面積が小さくてすみ、したがって、溶接速度も速くできるという利点があります。光エネルギーが集中できるので、微細加工や材料の精密な切断にも利用されています。レーザーにはCO2やYAG(ヤグ)レーザーが使われています。ロボットを使った材料の切断、微細加工、溶接はこれからも一層採用されると思っています。 注意すべき点は、レーザー光線は目に見えないので、やけどや網膜損傷などが生じるので、安全対策が必要です。 4.10 その他の溶接法 その他、組立時に使用される溶接法には、ビーム溶接、プラズマ溶接、熱間圧接など特別な製品の組立に採用されています。 5.接着 最近の接着剤の技術開発は目覚ましいものがあります。いろいろな製品の組立に接着剤の採用は次第に増えて来ています。 5.1 接着の利点
5.2 接着工法の採用 製品組立に使われる接着剤には多種多様な種類が販売されています。樹脂製品や紙製品では大きな外力がかからない場合は、接着組立が一般的になっています。自動車にも接着工法が用いられていますが、車体のような構造的な組立部位の採用はまだ限られています。今後、一液性の瞬間接着剤や自動化が容易な短時間(瞬間)接着剤の開発が期待されます。 5.3 部品の精度確保 接着工法では、部品の精度保持が重要になります。接着作業時において、部品の合わせ部位に隙間が生じたり、接着組立時にクランプなどで強制したりするような部品合わせが必要な場合、接着作業はできなくなり、同時に組立精度も確保できないことになります。 5.4 接着時間 接着による製品組立で一番の課題は製品固定時間(接着時間)の課題があります。如何に短時間で接着組立できるかが問題です。市販の瞬間接着剤のようにすぐに接着固定できるような構造用接着剤が今後開発されると思っています。自動車のような構造部分に使用する構造用接着剤は、まだ数十秒の接着時間を要しているので、生産性が課題になっています。
6.その他の組立方法 6.1ロー付け(蝋付け)
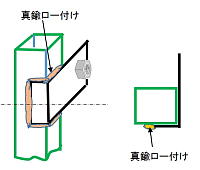
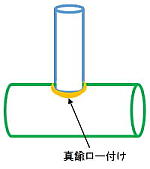
(1) ロー付けの特徴 ロー付けは、溶接とは異なり母材(部品)を溶かさないで組み付ける方法といえます。ロー付けは、小さな穴埋め、隙間の充填などが効果的な作業です。さらに、溶接では困難な部品の組立に採用されます。例えば、薄い板又は極細い部品、極端に小さな部品、円形や角形状、異種金属のロー付け組立などがあげられます。 なお、ロー付け部位は、強度が強くないので、大きな外力が加わる部位のロー付けは亀裂や損傷の原因になります。このような部位は溶接を行うような設計をすべきです。 (2) ロー付け作業 よく使われる真鍮ロー付けは、ガスバーナーなどの火炎を使って、およそ800度前後の温度でロー付け作業を行います。このため、作業に時間を要するので少量生産向きといえます。現役時代、プレス部品の組立で発生した隙間の穴埋めに真鍮ロー付けを行いました。真鍮棒にフラックスをつけて小さくい穴をロー付けで埋める作業でした。なお、小物部品のロー付けでは、加熱炉を用いた連続ロー付け炉も量産用として採用されています。 6.2 圧入
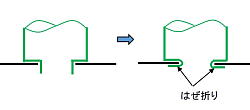
なお、結合する二つの部品は、同種以外の異種材料でも可能になります。 6.3 はぜ折りとかしめ
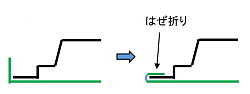
はぜ折り(ヘミング:Hemming)は、組立品の端面のフランジを折り曲げる加工です。自動車のドアー外周のフランジの折り曲げや部品の端面のフランジを折り曲げて組み立てる加工です。 フランジ曲げは、結合力が強くないので、結合力が必要な場合は補強(ロー付け、接着剤塗布など)を行います。
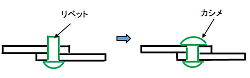
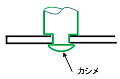
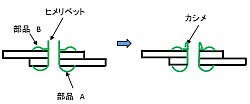
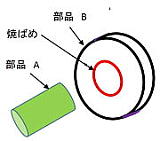
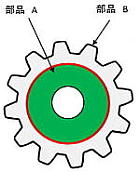
リベットに代表される組み付けにかしめ加工があります。 リベットには、いろいろな工夫がされた形状やカシメ工法が考えられています。代表的な リベットは鉄骨、橋梁など大物構造物に使われています。自動車の大型フレームにも使われています。 小物部品のカシメには多種多様なものがあります。その中で、軽量品や紙、布などの組み合わせによく使われているのが、「ヒメリベット」です。概要を右図に示します。カシメ作業にはハンマーやカシメ工具が使われますが、厚物でしっかりカシメを要する場合にはエヤー工具も使われます。 6.4 焼ばめ
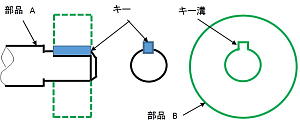
逆に、シャフトを液体窒素などで冷却して、シャフトの直径を穴径より小さくして挿入する方法が「冷やしばめ」と呼ばれる方法です。穴側を加熱するより、軸側を冷却した方が有利な場合に採用されます。なお、このシャフトの直径と穴の径の寸法関係を「締め代」といいます。この関係寸法はJISにも規定がありますので、参照してください。 6.5 キー留め
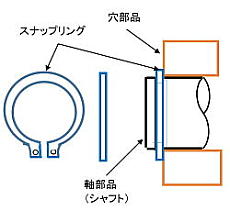
その昔、半月キー部品を自動車メーカーに納入していた時、メーカー側の組立部品にお客さまからのクレームが発生しました。その原因が納品した半月キーにもあるという判定で修理代の一部を負担させられました。負担金額に納得できませんでしたが、キー部品の問題ではないという証明ができず困ったことがありました。 6.6 スナップリング留め
なお、このリングは、ばね鋼で作られており、その弾性力で軸や穴の中に設けられた溝に専用の工具を使ってセットします。また、このリングを外すことにより、修理などのための分解ができ、再組立もできます。 6.7 クリップ 組立に使われるクリップには、さまざまな種類があります。また、形状や大きさ、使用する部位など用途に応じて使用されています。 (1)クリップナット
(2)樹脂クリップ
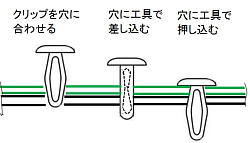
樹脂クリップの使用方法の代表的な例を右図にしまします。組み付ける部品同士の穴に合わせてクリップを工具で頭部を軽くたたくなどして、形状を広げることにより部品がしっかり組み付けることができます。 6.8 その他、縫製など 製品をつくるためには、上記以外にもさまざまな工法が使われています。部品同士の組立(結合)は、その製品組み立てに必要な最適工法を選択することが必要であることはいうまでもありません。そのポイントは、組み合わせる材料、品質の確保、より安いコスト、組み立てに要する時間にあるといえます。 7.組立技術
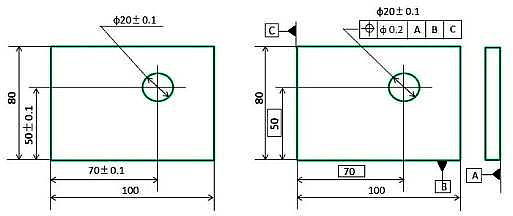
製品の組立を行なう場合、部品と部品を合わせる基準(位置決めを行う証とする面や組付穴など)を設定する必要があります。具体的に部品同士のどの位置やどの面をどのようにして組み合せるかを決めておかなければなりません。さらに、製品の品質を確保するために要求される寸法やその公差など製品設計において図面(3D-CADなど)に記載することはいうまでもありません。 7.2 部品の精度 製品設計にあたって、製品の寸法精度と同時に、部品の寸法精度も同時に設定します。従来は「寸法公差」でしたが、近年部品調達などのグローバル化によって、設計図面の流通が国際的に盛んになり、的確な製品精度の要求がされるようになってきました。このため、ISOやJISによって「幾何公差」が規定され、各国で採用されています。 下記にその一例を参考に示します。
寸法公差図の例 幾何公差図の例
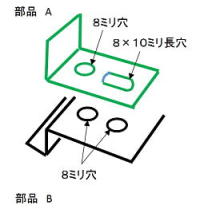
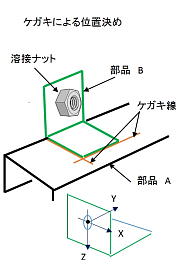
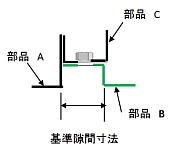
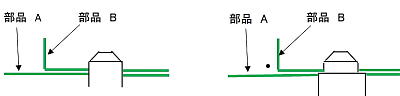
上記の図面の例から、幾何公差の方が基準面が明確になっていますが、寸法公差では、必ずしもそうではないことになります。 7.3 バラツキ 製品や部品にはバラツキ(寸法の誤差)が生じます。その理由は別途説明してありますが、材料や部品の加工、製品の組立作業にとって避けることのできない厄介な問題です。ここでは、次のようにことばを定義して説明していきます。 ・バラツキ 製品や部品によって一つずつ寸法が異なることで、バラツキがあるといいます。すなわち、同じ部位の測定データが製品それぞれ少しずつ異なっていることをいいます。 ・バラツキの大きさ 測定データの範囲(最大値ー最小値)のことです。また、測定したデータの平均値と設計値の差(偏りという)を計算してバラツキの程度を表します。測定データを統計的に処理する「標準偏差」がよく使われています。(「品質管理」の項を参照してください) ・公差 加工や組立作業による部品や製品のバラツキのなかで、許容されたバラツキを「公差」といいます。(例:設計公差、加工公差など、例えば±0.5、+0~ー0.05など) ・規格 規定されたあるいは標準とするバラツキを示すものです。 (例:品質規格、検査規格、JIS規格など、例えば±0.05、+0.15~ー0.15など) ・正確度 真の値(設計値)と測定データ(平均値)との差(偏り)の程度のこと指します。この値が一致すれば正確だといい、その差が大きくなれば正確度が悪いということになります。 ・精度 バラツキが小さいほど精度が高いことを示します。よく標準偏差が使われます。ただ、一般的に精度が良い悪いという場合、正確度も含めることが多いといえます。 7.4 組立作業の基準 組立作業を行うには、今までに述べてきたように必ず組立基準(証ともいう)を設定します。製品の品質を確保するには大切なことです。特に、量産品には品質と生産性を高めるためにも欠かせない基準です。 (1)組立方法の設定 部品と部品を組合わせる場合、いろいろな組立法があります。例えば、部品Aに、ナットの取り付けられた部品Bを組付ける場合、この部品をどのように組み付けるかを考えてみます。 次にさまざまな組み付け方法を示します。
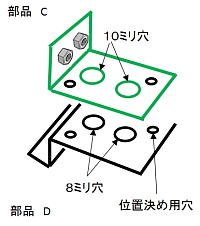
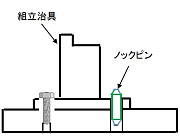
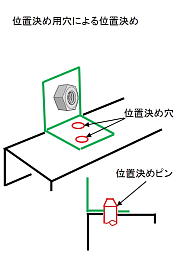
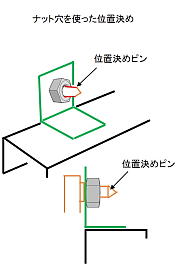
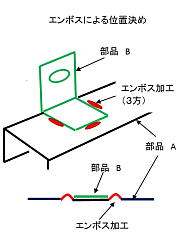
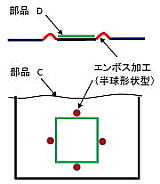
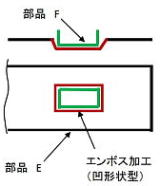
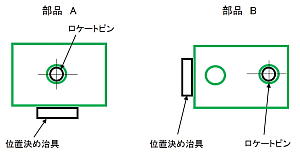
<例 1> ケガキ方式 組み付け位置をケガキ針でケガキ線を明示してその位置に部品Bを組み付ける方法です。この場合、部品Aにケガキができることが必要になります。この方式は、ケガキ作業に手間がかかるので、製品の開発段階の試作や数個の少量生産などの場合に行われます。治具など不要で安価で簡単に組立できるという特徴があります。ただ、ケガキ作業には技能が必要になります。 <例 2> 位置決めピン方式 部品Aと部品Bに位置決め用の穴(ロケートホールともいう)を設定して、ここに位置決めピン(ロケートピンともいう)を設置して組み付ける方法です。この場合、位置決め作業が容易で簡単なので、量産向きの組立です。ただ、位置決め穴の追加や穴位置精度の要求や組立治具の設計など初期コストがかかります。この方法は、初心者でも正確に位置決め出来るほか、組立品質は安定します。なお、組立治具に関する説明は後述します。 <例 3> ナットネジ穴利用方式 部品Bに溶接されたナットのネジ穴を位置決めに利用する方式です。この場合、ナットのネジを痛めることがあるので注意が必要です。また、ナットの溶接精度にも影響を受けますから、溶接精度の管理が求められます。なお、組立治具が必要なことは当然です。 <例 4> エンボス位置決め方式
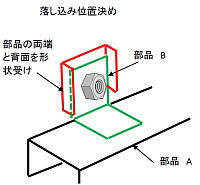
なお、組み付ける部品の形状によって、エンボス形状は多種多様な方法があります。例4にその一例をあげてあります。 <例 5> 落し込み方式
<例 6> 目視組立方式
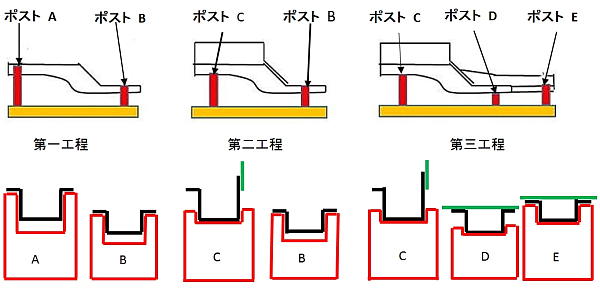
(2)組立基準の一貫性 製品の組立にあたって、大切なことがあります。その一つが組立基準の一貫性です。部品は組付け順序にしたがって組立していきますが、その基準となる部分(穴位置や取り付ける面など)に一貫性がないと製品の品質が保持できなくなります。同時に組立治具においてもその基準の一貫性が重要になります。 わかりやすいので自動車組立工程の治具の例を示します。下図はある組立工程の治具を示したものです。工程が進むに従い、部品を位置決めする治具の基準がまちまちになっています。
このような工程ごとに治具の組み付け基準が異なっている場合がよくあります。このような組立治具では品質は安定しません。大切なことは、組立基準の一貫性です。これは、非常に大切なことです。部品製作段階、組立段階、検査段階とそれぞれの段階でも同じ基準を採用して、基準の一貫性を持つようにしていくことは決しておろそかにしてはなりません。これを実現するためには、製品設計時に生産技術部門、検査部門、製造担当部門などと事前に協議することが必要になります。 8.組立治具
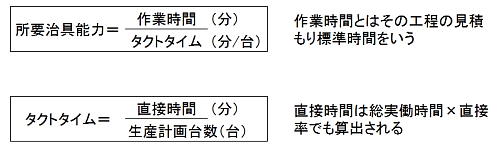
一般的に「治具として持つべき条件」として、次のようなことがいえます。 (1)組立に必要な材料や部品を正確に位置決めするとともに、確実に保持ができること (2)組立品の精度を確保できること (3)確実に組付け作業ができること (4)作業が安全で、効率的であること (5)作業者のうっかりミスを防止するポカヨケを組み込むこと。治具は作業を支援するものであること 8.2 組立治具の設計5原則 (1)組立順序の制約 組立部品は、一つ一つ組み付け順序がある。効率的な組み付けを設計する (2)バラツキに対する配慮 部品(前工程の組立品も含む)は、バラツキ(公差)を持っている (3)重力 地球には重力がある。したがって、部品や組立品には重さと重心が存在する (4)作業者の支援 作業者を支援(例:ポカヨケ)すると共に、治具が原因とする不良品ができないこと (5)組立作業の効率と確実性 組立作業が安全で、効率よく、確実に行えること 8.3 組立治具製作計画 (1)生産計画 組立治具計画は、その製品の生産販売計画に基づき作成します。通常は経営方針や中長期生産販売計画などから作成される生産計画(大日程計画ともいう。品種、生産量、納期などが決められます。)に基づき作成されます。さらに、生産計画によって工程設計が行われますから、その工程に必要な設備や工場レイアウトに合わせて治具計画を行います。重要なことは、その治具の生産(組立)能力です。一つの治具では能力が不足する場合は、複数個の製作が必要になります。次に基本的な計算式の例を示します。
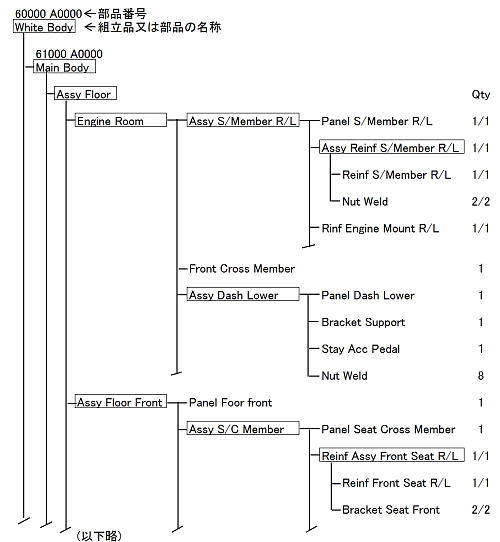
(2)組立治具製作にあたって考慮すべき点 次の項目を検討しておきます。 ①治具製作予算 新製品の生産設備予算や設備計画などから治具製作予算が立案され、この予算を踏まえて組立治具計画を展開します。 ②組立自動化の内容 組立設備の自動化又は治具の自動化の内容を生産技術部門など関係部署とのすり合わせを行います。 ③治具の製作区分 組立治具の社内製作(内製)するもの、外注するもの(外製)の分類、治具部品の内製製作品や購入品の区分を決定します。 ④試作と治具検収 組立治具の試作及び検収について確認しておきます。この場合、組立部品の取得、試作場所、作業員の派遣なども検収計画に反映します。 (3)組立治具製作計画 製品設計データから部品構成表を作成します。一般的な部品表(部品計画表、フローチャートともいう)は、PL(Parts List)、BOM(Bill of Materials)などとも呼ばれています。 この部品リストは、製品を構成するすべての部品を抜かりなく把握することが大変重要になります。この部品構成表によって組み付け順序が明確になります。 次に参考にその図表の一例を表示します。紙面の都合で表示を一部省略してあります。なお、表の四角で囲った部分は組立工程で治具設計を行うことを示しています。
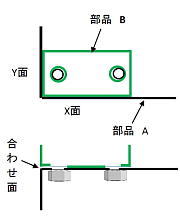
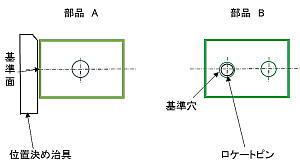
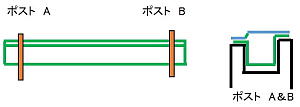
(4)治具仕様の作成 具体的な治具設計に入る前に治具仕様書を作成して、設備や組立ラインなどとの整合性、一貫性などを検討するとよいと思います。特に、外注設計製作する場合は、必ず仕様書を作成する必要があります。なお、生産ライン設備との取り合い条件は必須の記載事項になります。この仕様書に基づき治具設計が具体的に行われるということになります。 8.4 治具設計 (1)治具設計条件 次のような設計条件を明確にしておきます。 ①組立治具の形式 治具単体型、治具分割型、複数治具によるライン型であるか ②治具回転仕様 固定治具型、回転治具型、移動治具型であるか ③生産ラインとの取り合い 組立品のリフター装置、自動搬送装置、ロボットとの取り合い条件など ④作業者支援 部品セットガイド、ポカヨケ、自動クランプ、各種センサー類の設置、安全装置などの設定 (2)部品の位置決め どんな治具においても、部品の位置決めが重要なポイントになります。いくつかの部品を組立てる治具では、部品の位置決めが作業の効率や組立品の品質を大きく左右するといっても過言ではありません。位置決め方法は、その部品の特性(設計基準など)や組立方法などから適正な位置決めの基準を選択して、組立治具設計を行います。 (3)部品位置決めの基本 ①形状(端面)と基準穴
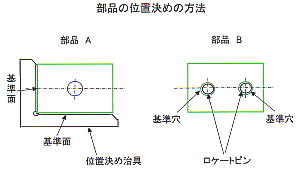
部品の片面を基準として位置決めするものです。当然ですが部品のずれが起きるためこれでは正確な位置決めになりません。 ・部品Bの場合 部品の一つの穴を基準に位置決めするもですが、これでも部品が回転することになるので正確な位置決めにはなりません。 ②両端面と二つの基準穴
部品の端面X面とY面を基準として位置決めするものです。簡単ですが、この場合でも部品のずれが起きるので安定した位置決めとはなりません。 ・部品Bの場合 二つの穴を基準穴として位置決めするものです。この方法は、部品が安定するので位置決めとしては最適です。穴径や穴ピッチの精度がよく問題になります。 ③二つの基準穴の位置決め
④端面と基準穴との組み合わせ
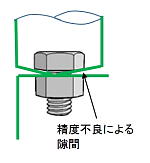
⑤部品の位置決めの原則はXYZ
⑥異なる二つの基準穴の位置決め
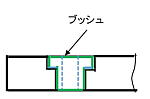
部品A、Bのロケート穴が同径の場合は、当然同径のピンとします。穴径が異なる場合、最初に部品をセットする部品(部品A)の穴は大きく、後からセットする部品(部品B)の穴径は小さくして、段付きのロケートピンとします。なお、部品Aの位置決めをこのピンで必要としない場合は、穴径を部品Bより大きく(逃げ穴ともいう)しておく方法もあります。
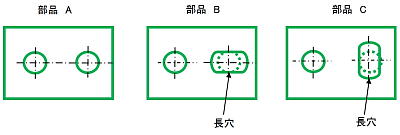
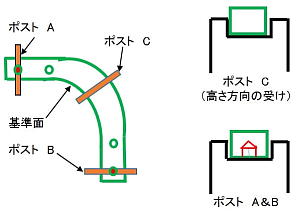
一般的な部品の重力を受け止めるポストは、2点支持で行います。3点支持にすると、部品が不安定になるからです。なお、支持する部位は、基準とする面を治具(ポスト)で支えることになります。 部品セットにおいては、常に部品の重さ(重力)を配慮しなければなりません。部品の重量によって部品がたわむ場合は、その保持をしなければならないことはいうまでもありません。 また、部品の形状によっては、重心のための支持(図の部品C)をしなければならない場合も起こりますから、重心の位置を検討することも大切です。このように、治具上において部品を安定させることが重要なポイントとなります。 8.5 治具製作
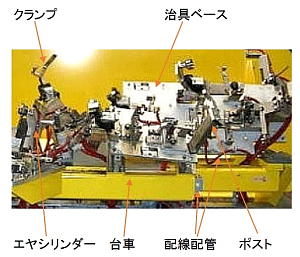
(1)組立冶具の構成 組立治具の構成例を右図に示してあります。その基本的な構成内容を説明します。 ・治具台車 治具を移動するための台車で、自在車輪などが取り付けられています。治具を固定する場合は必要はありません。その他治具を回転させる場合は、回転機構を取り入れます。 ・治具ベース 治具ベースは、治具のポストなど組み付ける基準面となるものです。治具精度を測定する基準面にもなります。従って、ベース面は高い仕上げ精度(平面度、面粗度)が求められます。なお、治具べース面上に治具精度測定に必要な基準線なども刻印します。 ・ポスト 組付け部品を保持するもので、部品の大きさや形状などにより決めることになります。また、位置決めピンやクランプ類を本体部分に取り付けることになります。 ・クランプ
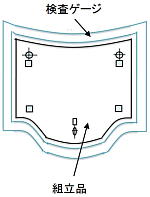
また、クランプは作業者が安全で操作がしやすいことです。さらに、自動クランプ、半自動クランプとして、エヤーシリンダーを組み付けて使用する場合もあります。なお、いろいろな標準クランプ類が市販されています。その一例を右図に示します。 ・エヤーシリンダー ポストを切り替えたり、クランプを作動させるなどのために取り付けるものです。手動でクランプした後、アンクランプ時に自動作動させる場合やクランプとアンクランプを自動で行う場合などいろいろな使い方があります。なお、大きな作動力を必要とする場合には、油圧シリンダーも使用されています。 ・配線配管 エヤーシリンダーへの空気配管、操作盤などへの電気配線などが必要になります。配管類は、組付け作業や治具操作時に問題が起きないように配置設計する必要があります。 ・リフター リフターは、組立品を治具から浮かす装置であり、作業が完了した後、組立品の取り出しのためや次工程に搬送するなどのために設置するものです。組立品の形状や大きさなどに応じて多種多様なリフターが治具内に組み込まれます。 ・センサー類 部品のセットが確実に行われているかを感知するセンサーや部品が正しい位置になっているかなどを確認するセンサーなどさまざまなセンサー類が使われています。センサーについては、別項を参照してください。 その他 次工程への搬送に必要なハンガー、クレーン、ホイスト類などとの取り合いのための装置や機器などが組み込まれます。 (2)加工治具 ここでは組立治具について述べていますが、その他に、材料の機械加工の場合などに使われる加工治具があります。この場合は、材料や加工品の固定のための治具ということになります。切削加工や研磨、ねじ切りなど時に材料に大きな力が加わるので、大きな締め付け力が必要になります。従って、油圧クランプ、ボルトナット、ジャッキのような工具類を使用した治具が設計製作されます。 これは参考ですが、材料の加工方法の一つに、金型を使った成形(成型)があります。プレス金型、ダイキャスト金型、樹脂成型の樹脂金型、冷間鍛造金型などが使用されています。 (3)検査治具 検査治具は、測定や検査のために、製品を固定するためのものです。検査時には製品に力を加えることはないので、自然状態で位置決めします。従って、その治具構成は簡単なものといえます。重要な点は、その測定基準を組立治具と一貫性を持った設計を行うことになります。さらに、検査治具は高い製作精度が求められることはいうまでもありません。 8.6 組立試作 (1)試作の目的
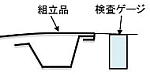
(2)組立治具の問題 試作を行ってみると、作業効率が悪いとか、安全性に問題が見つかるとか治具仕様や治具精度に問題が生じることが少なくありません。特に、治具仕様は技術者の経験や技術力が問われます。また、製品設計者との調整が必要になることも多いものです。治具精度は、文字通り製作精度ですから完成後、しっかり精度測定を行う必要があります。 (3)部品の品質問題 組み付ける部品の精度が悪いと当然組立品の精度も問題になります。プレス品ではスプリングバックなどが組立品質に悪影響を及ぼしています。さらに、組み付け時に使用する穴基準の精度や組立治具との基準の違いなどがよく問題になります。治具精度合格、部品精度も合格でも治具と部品が合わない、治具にセットできないなどよくある問題です。 (4)問題の解決法 組立作業や完成品の品質などのそれぞれの問題を分析して、その解決を図らなければなりません。具体的な解決手法は、別項で述べた「問題解決手法」を参照してください。 8.7 治具検収 (1)治具製作精度 組立治具が完成したら精度を測定して問題点の改善を行います。仕様上の問題、設計上の問題があれば変更を行いますが、外部委託(外注)の場合はその改修費用の分担を取り決める必要が生じます。なお、事前に検収条件を取り決めておくとよいと思います。特に製品設計の変更で治具設計の手直しが生じる場合などがありますから、治具製作日程と合わせて取り決めておく必要があります。 (2)仕様変更 作業性の向上や設備との取り合い条件の変更などから、組立治具の仕様変更が発生します。このような時にいろいろなトラブル(問題点)が起きやすく、十分注意しておかなくてはなりません。例えば、製品の品質が確保できない場合(必要なところの精度が出ないなど)や、不良品が多発(合格しないなど)するような事態がおきたりしますから関係部門と問題解決の調整が必要になります。また、製品の設計変更によって、治具の変更だけでなく、設備類の変更の必要性も生じることがありますから十分確認することです。 (3)検収基準 組立治具が完成して検収を行う場合、検収基準を明確にしておく必要があります。一般的には組立品の品質が合格すれば検収となります。組立治具精度の測定値が合格なら検収という場合、治具の測定点が限られたり、かつ少ない場合又は複雑な治具になるほど治具の合否判断に問題が生じます。言いかえれば、検収の判定が難しいことになります。一方、製品品質で検収する場合、その検収基準値を決めておく必要があります。よく使われる指標として次のような式があります。
組立品の品質を判定する測定点は、中物から大物品になると数百点から数千点となります。一般的に組立品の一つの測定点はXYZの3測定数値がありますから、そのすべての点が公差ないに入っている(合格)必要があります。この100%合格基準は大変達成が困難な指標といえます。検収を行う場合、この検収合格率を事前に協議して定めておくことです。なお、この合格率を向上させるために、関係する技術者は、全力で取り組んでいるといえるでしょう。材料、部品、設計(公差)、工程、作業、治具、設備などあらゆる生産条件が影響しているからです。 9.組立作業
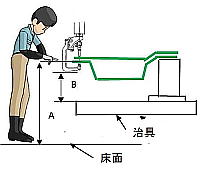
作業者が座って作業するような小物品の組立作業は、テーブルの範囲で作業できるような治具を設計することになります。中物から大物品は作業は立って行うことになりますkら、作業高さが重要になります。 図のA寸法及び工具類の挿入ができる作業空間B寸法はよく検討しなければなりません。 9.2 組立ライン設計 組立を行う生産ラインの計画は、工程設計から始まります。部品の加工や製品組立でも、工程設計(工程計画表、QC工程表など)に基づき、設備や組立作業などの工程を配置(レイアウトすること)していきます。機械設備の配置、作業面積の確保、材料や部品の配置、搬送機器などの通路、ライン設備(コンベヤー類)を考慮しながら、レイアウトを決めていきます。次に基本的なレイアウトをあげておきます。 (1)コンベヤーラインの方式
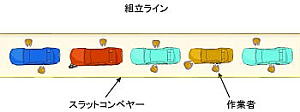
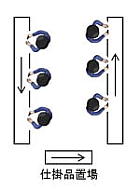
右図の例は、自動車組立ラインのレイアウトです。床上のスラットコンベヤー(Slat Conveyer)ライン上には、いくつかの車種が混流で流れています。量産になるとラインが数百米になるので直線型にしています。また、量産品の流れ作業で、ラインスピードが速くなる場合作業者が組立品と同じコンベヤー上で作業するのが一般的なライン設計です。 作業に必要な工具類や組付け部品は、ラインに同期して移動できるような工夫もしています。 b.シャトルコンベヤー式 もう一つのライン設計は、往復するコンベヤーを採用したシャトルコンベヤー(Shattle Conveyer)ラインがあります。多数の作業ロボットを使うラインでは、定置式ロボットを採用しているので、移動と停止を往復するコンベヤーが用いられています。 c.チェインコンベヤー式 組立品を天井コンベヤーでハンガー吊るして移動する方式で、作業者が立ち姿で作業できるものです。このコンベヤーは、必ずしも直線ラインでなくても可能になります。なお、組立品が揺れると作業困難なので、組立品をしっかりした固定したハンガーが必要になります。 また、組立治具を台車をつけて、ループ式に移動させる場合にも、チェインコンベヤーが採用されています。 d.ベルトコンベヤー式
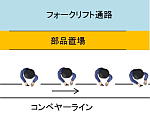
作業者達の背後に部品棚を配置して、取り付ける部品を取り出すようにしています。なお、部品供給のための通路を設けます。あるいは、部品搬送コンベヤーを用いる場合もあります。レイアウト上では直線型ラインが見通しがよく、ライン状況が目で見てわかるのでよく採用されています。
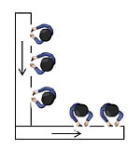
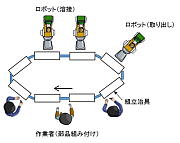
(C)U型ライン
(D)O型ライン
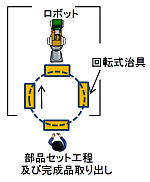
(E)X型回転ライン (F)屋台方式 (G)その他の生産ライン方式 工場の二階で組立作業を行い、残りの工程を一階で完成させるI型、U型ラインを繋げたS型などが見られます。工場面積などのいろいろな制約条件をクリヤーするために、その工場独特のラインが採用されています。 9.3 組立作業のロボット化
10.品質検査 製品の品質管理の概要については、別項の「品質管理」の項も参照してください。 10.1 製品の品質確認 組立品は、生産工程の途中や完成後に品質検査を適宜行わなくてはなりません。生産工程での品質確認は職場が中心に行いますが、完成した製品の検査は、社内の独立した品質管理部門が行うのが一般的です。品質管理部門の業務につては、社内規定(業務分掌規程など)で仕事の内容を具体的に定め、権限と責任を明確にしなければなりません。 10.2 品質は工程で作り込む 組立品(工程仕掛品、完成品など)の出来ばえを定期的に確認する必要があります。本来このような検査は不要というのが理想ですが、生産工程では生産条件が日々刻々変化しているため品質確認は必要に応じて行わなくてはなりません。例えば、組立治具、金型、刃物類などは生産数量に比例して摩耗や時間的な劣化などがどんどん進んでいきます。どんな検査を何時行うかは、その企業の技術力や実績などから決めることになります。現在では、IoTを活用して生産工程をセンサー等で自動監視して、生産条件を最適に自動変更や修正するような取り組みが行われています。職場では、現場管理をしっかり行うことが求められています。 10,3 検査具
10.4 測定具 加工品や組立品の精度測定に使われる測定具は、多種多様な種類が市販されています。測定する部位や精度によって最適な測定具を選定する必要があります。さらに、測定具の使い方を熟知して、正しい測定作業を行うことが大切です。また、測定具の定期的な校正も定めれれていますから、測定具の管理も重要な事項です。
ノギスは、現場でよく使われる測定具の一つです。図のようなデジタル式では測定値がすぐ表示できるので使いやすいものです。工程検査で加工品など測定する時や完成品の品質確認には欠かせません。測定値は1/100単位なので、それ以上の測定精度を要求される場合は、マイクロメーターが使われます。 (2)マイクロメーター
(3)ダイヤルゲージ
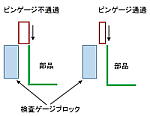
(4)シムゲージ(隙間ゲージ)
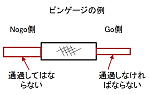
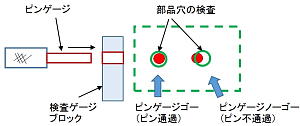
(5)ピンゲージ
(6)その他の測定器
10.5 三次元測定機
大物部品や組立品の測定には、三次元測定機(レイアウトマシンともいう)が使われます。代表的なものは、門型をした測定機で手動、半自動、全自動などいろいろな機種があります。この測定機は、測定点一か所につきX、Y、Zの測定を同時に行うものです。設定された公差との比較から合否判定も同時に記録されます。測定点すべてが公差内に入っているかどうかがポイントになります。測定点が数十点から数百点に及ぶ組立品になるとすべての測定値が公差内に収まることは、大変難しいことですが、この合格率がその製品の品質水準を表示することになります。 (2)移動型三次元測定機 精密に測定できる移動タイプの三次元測定機が大変重宝されています。現場で容易に三次元測定ができるので今後活用できる場面が多くなると期待されています。この測定機は、測定点に移動式の測定針(Stylus:スタイラスともいう)を接触させることで自動的にその数値を読み取り測定記録することができるようになっています。金型や組立治具などの精度測定もできるので応用範囲は広く活用できると思っています。 (3)3D形状測定機
(4)3Dスキャナー型三次元測定機
右図に示す3Dスキャナ型三次元測定器は、設計した3D-CADデータと取得したデータを照合することができ、ワーク(測定品)の設計に対する現物の仕上がりを見える化できます。従来では、測定が困難だったワークも、3D-CADデータと比較することで、今まで分からなかった不具合が明確になるため、解析時間が大幅に短縮されます。(出典:株式会社キーエンス) 10.6 オンライン計測
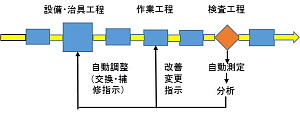
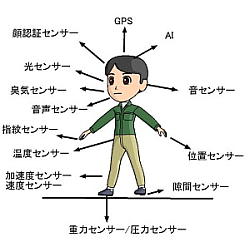
組立ラインの工程内に検査工程を設け、組立品の検査を行います。自動計測とそのデータの分析を行い、公差外の内容に対応する作業変更、修正、改善などの指令を出すようにするものです。さらに、設備や組立治具、金型などの工程には、調整、交換、補修、停止などの指令も同様です。このようなオンライン検査は、今後の課題になってくると考えています。今後、急速に技術開発が進んでいくものと思います。 10.7 センサーの活用 各種センサーは、設備の自動運転や作業の自動化などには欠かせないものです。センサー(Sensor:感知器、感知装置)の信頼度が向上するに従い、センサーを上手に利用することで自動運転、自動組立といった自動化が一層推進されると考えています。 (1)センサーの種類
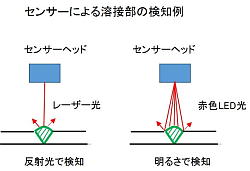
(2)作業欠陥の検知 部品の組み忘れや位置きめ不良などの不具合を自動検知するために、いろいろなセンサーを使うことができます。例えば、右図に示すように溶接部の検知をセンサーで行えば、確実に作業忘れや溶接不良を検出することができます。従来のレーザーでは不安定な検知をLED光を使った検知方法で一段と精度が向上しています。 (3)設備本体のトラブルの検知 設備の運転中に、設備からの不具合や異常の発生を素早く発見して対処することできます。例えば、電流や空気圧の異常、運転中の振動、過熱などの発生の検知、機械の精度低下、損傷、欠損などさまざまな異常を検知することができます。これによって、製品の不良の発生を防ぐことや設備のダメージを少なくすることが可能になります。 (4)作業者を支援するセンサー
右図は、自動部品供給装置において、部品の不良や異品混入などがないようにセンサーで監視する例です。これがあれば、作業者が一つ一つ目で確認する必要がなくなります。 11.製品組立の問題とその解決 ものづくりの基本は、「より良い製品をより安く、より早く」にあります。これは、ものづくり企業だけではなく、事務的な仕事でも、販売でもどんな仕事にもいえることであると私は思っています。その視点を持っていると、いろいろな問題が目に見えてくるはずです。 11.1 製品品質(その仕事の質) (1)品質第一 製品の品質(Q:Quality)については、「品質第一」として社是や社長方針などとして掲げている企業も少なくありません。お客さまに満足いただける製品品質を確保することは、どんな企業も最優先で取り組んでいます。品質が悪ければ市場に生き残れないことはいうまでもないことです。なお、品質に関しては別項の「品質管理」も参照してください。 なお、事務的な業務の仕事でもその質は非常に大切です。事務の仕事のIoT(ICT)が日本は大変遅れていると思っています。今後、新しい業務の仕組みには、IT中心に構築することが必要です。すなわち、仕事のデジタル化が求められています。 (2)図面通りの製品をつくる 製品の品質を確保する基本は、「設計(図面)通りの製品をつくる」ことにあります。ところが、実際には図面通りには製品はつくっていないことが少なくありません。よくいわれるのは「図面通りにつくれない」という現実があることです。図面では直線となっている部品の形状も実際の部品の形状は、反っていたり、曲がりくねっていたり、凸凹していたりしているものです。さらに、寸法のばらつき(公差)があります。このため、部品同士が合わないことも起こります。また、溶接した部分のビード(肉盛り部)が相手部品と干渉したりすることがなどもあります。ある電車の台車(4個の車輪が取り付けられる)部分の組立で、溶接部位と組付ける部品同士が干渉するため、現場ではその部品の一部を削って組み立てていました。ところが後日、この部分から亀裂が発生した。電車から聞こえる異音に気が付き点検して発見したという。電車の脱線という重大事故になる寸前でこの不良が判明したという事例もあります。 (3)設計変更 製品組立における問題は、「現場で改善」すべきことと、設計にフィードバックして、「設計変更」を行うことの二つがあります。ここで、現場の意見や要望を反映して設計を変更する、現場の改善を取り入れて設計変更する、といったことはなかなか採用されないことが問題です。一つの設計変更は、関連部品の変更、設計変更手配、材料手配の変更などさまざまな関連する変更手配が必要になってくるからです。さらに、この変更によって、製品コストが上がる場合は、設計変更はなかなか実施されないものです。また、一件の設計変更手配の事務的コストが、数万円から数十万円かかるという壁も存在しています。現場の技術者であった私もこの壁に随分跳ね返されました。 (4)サイマルエンジニアリング(SE)
11.2 製造原価(その仕事にかかる費用)
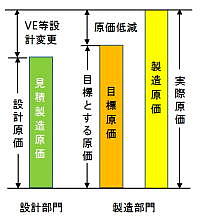
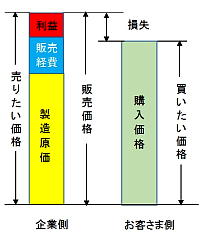
製品の製造原価(C:Cost)は、製品を作るためにかかるすべての費用のことを指します。どんな仕事でもその仕事を行うためにいろいろな費用がかかっています。その費用がいくらになるかを知ることは重要なことです。製造原価の構成や具体的なコストダウンについては、「製造コスト削減」の項を参照してください。 (2)製造原価は設計で決まる 製造原価は、製品の設計段階で決まるといわれています。当然ですが、製品の目標販売価格や目標製造原価を設定して設計を行います。設計図面通りの生産を行えば、設計の見積り通りの製造原価になるはずですが、いろいろな問題が発生して実際にはさらに費用がかかる製造原価になっています。この原因は、製造現場だけの問題ではなく、設計図面上の問題も含まれています。製造現場で発生したいろいろな問題の解決や改善を行って、原価を下げることが大切です。さらに、設計部門でもコストをさげるために、設計変更やVEなどの一層の原価低減の取り組みを行う必要があります。 ところで、販売価格は、企業の売りたい価格のことですが、お客さまの買いたい価格(購入価格)との関係を右図に示してあります。販売価格より購入価格が下回ると損失が発生することになります。製品の購入価格はお客さまが決めることですから市場で生き残るためには、販売価格の引き下げ、すなわち製造原価の低減は、企業にとって重要な取り組みであることになります。 (3)仕事のコスト 製造コストを下げていくことは、製造部門だけではありません。事務部門でもその仕事には、費用がかかっています。自分の事務的な一つ一つの仕事のコスト(直接コスト)はいくらになるかを研究してみてください。基本的な計算式は その仕事にかかる時間×あなたの賃率(時間給換算) で計算できます。仕事の時間は、必要な会議やコーヒータイムなど間接時間も含みます。例えば、あなたの給料(月収であって手取りではない)が35万円とすれば、35万円÷(21日×8時間)=2,100円(時間当たり)又は一分当たり35円となります。3分間の電話は105円、1時間の会議2100円かかっていることになります。さらに、会社側は、従業員に支払う給料以外に社会保険料などの負担、旅費交通費、通信費や事務品などの消耗品代などいろいろな経費も必要ですからこれらを含めれば、給料相当の費用をさらに負担しているといわれています。給料(賃金)と合わせて労務費とも呼ばれています。仕事のコストを計算する場合、この労務費を使い賃率(労務レシオともいいます)を算出しています。従って、あなたの賃率は一分間70円と考えます。例えば、報告書の作成に1時間を要すればそのコストは4200円になります。このように、仕事のコストを意識して仕事の改善を図って行くことが求められています。ホワイトカラーの生産性向上が日本は大変遅れているといわれています。事務の仕事の改善が必要な時代です。 (4)作業改善 製品組立作業でもこのように「作業時間(工数)」と「賃率」を使って製造コストを算出したり、原価低減額を算定したりします。現場では、設備の償却費が加わりますから賃率は職場によっては高額になります。また、自動化ラインでは、一分間稼働した場合のコストを算出します。例えば、時間コスト5万円の自動組立ラインを1時間停止したら5万円の損失ということになります。このラインでタクトタイムが15秒(0.25分)ならその生産品の加工費コストは208円となります。この場合、その生産品の材料費は含まれていません。 ある外注メーカーの納品が遅れて部品の欠品が発生して、数百人が配置された組立ラインが1時間停止したら、その損失は組立ラインだけのように見えますが、工場全体がストップすることになりますから、その直接的な損失額は数千万円から数億円になってしまいます。 工場の生産ラインは、一本のラインのようにつながっていますから、不良品の発生や作業遅れなどなどで、その職場のラインを停止すると工場全体が大きな損失につながります。日常の現場の作業改善は大切な仕事になってきます。 11.3 生産数量と納期(必要な時に、必要な量を) 生産工場における生産計画数量の達成と工場出荷納期(D:Delivery)は、最大の重要な取り組みです (1)生産計画と実績 ものづくり工場の一番の役割と責任は、計画された生産数量をきちんと達成することにあります。毎日の生産計画に沿って各職場はそれぞれの役割を果たして行かなくてはなりません。現場の組立作業だけではなく、外注から納品される数々の材料や部品を決められた納期に工場に納品されるようにしていく仕事も大変重要な仕事です。総務人事部門、生産管理部門、購買部門、技術部門、設備保全部門、品質管理部門など工場の組織全体が有機的に仕事を行わなくては生産数量は達成できません。 (2)作業者の技能向上 製品は数多くの工程を経て組み立てられますが、それは同時に多くの作業者の技能に支えられています。よい製品は、熟練した作業者から生み出されるものです。勝手な作業や未熟な作業からは、求められる製品は作り出すことはできないといえます。正しい作業(標準作業)を標準時間で実施できる作業者が熟練作業者です。さらに、職場のいろいろな作業にも熟練して、他の作業者にも指導ができるようになることを目指していきたいものです。 (3)監督者の役割 現場の第一線監督者(工長、係長、職長など企業によりいろいろな役職名があります)は、現場の責任者として、多くの役割を担っています。作業者の支援や生産の円滑な推進、職場の安全確保など重要な役割を任せられています。それだけに必要な権限と責任を負っているといえます。従って、ものづくりの力は、この監督者の力でもあると思っています。監督者のもう一つの重要な仕事は、部下の育成です。監督者を支える班長、リーダーといった基幹要員の育成は欠くことができません。なお、監督者の具体的な役割は別項の「現場管理」を参照してください。 (4)ジャストインタイム ものづくりで大切なポイントは、ジャストインタイム(JIT:Just In Time)です。これを考案した大野耐一先生は、その著書「トヨタ生産方式」の中で、アメリカのスーパーマーケットの仕組みを知り、ジャストインタイムの考え方を確立したと述べています。お客さまが商品を棚から買っていただいたら、その分だけそこに商品を補充(供給)すること、すなわち、「必要なものを、必要な時に、必要なだけつくる」ことです。これを実行するために「かんばん方式」を取り入れています。この方式は無駄な作り過ぎをしないようにすること、すなわち、必要な生産を行ったらそれ以上は作らないこと、空いた手間を有効に活用すること、作りたいときに作れるようにすることなどがあげられます。これを実施できるようにするためには、さまざまな職場の問題改善、生産方式の再構築などが求められます。 (5)仕事のスピード
同じように、企業におけるいろいろな仕事においても、そのスピードが求められています。その仕事のスピードとは、リードタイムのことであり、その短縮を図ることです。リードタイムは、一つの仕事に着手して、それを完了するまでの時間(期間)であり、これをできるだけ短くすることをいいます。リードタイムが長いということは、企業内にはいろいろな無駄や効率の悪い仕事を行っているということを表しているといえます。 12.出荷と納品 12.1 完成検査 製品の組立完成後の検査を「完成検査」と呼ばれます。この検査は検査部門、企業によっては、品質保証部門が行います。製造部門の行う製品の「最終検査」と区別します。この完成検査は、資格を持った者が検査するように法規で定められている場合や社内規定がある場合には、資格取得者が検査を行います。無資格である代理者や代行者などが行ってはなりません。完成検査は、検査シートを使い、検査項目を規定して、一つ一つチェック記録するようにします。この記録紙は一定の保存期間を定めて管理していきます。法規で規定がある場合には、それに従います。 12.2 出荷検査 製品は完成後倉庫などに一時保管された後、出荷(販売店など)納品(発注先など)することになります。この出荷又は納品時の検査を「出荷検査」として行うことがあります。一般的な品名、数量、取扱い説明書、保証書、納品書その他発注先から要求された検査データや検査証明書などの必要な添付も行います。その他製品によっては、付属品、組立作業用工具などの同梱品検査も行います。 なお、保管中の製品の破損、劣化、変色などの検査も行うことは当然です。製品の出荷準備が終わると梱包、輸送が行われます。 12.3 梱包、荷姿 受注品の納品は、納品日程に合わせて出荷することになります。発注側との協議による納入容器、荷姿、SNP(Standard Number of Package:一つの容器に含まれる製品数量)などに応じて納入することになります。 梱包は製品の保護と輸送効率を考慮して梱包設計します。その基本は「軽薄短小」です。より軽く、かさばらず、長い辺は短く、(立方体)、なるべく小型(コンパクト)に梱包する意味です。参考に「在庫管理」の項を参照してください。 12.4 クレームは新製品開発のアイデア どんな製品でも製品販売後、お客さまからのクレームは発生します。特に、幅広い多くのお客さまに使っていただくほどクレームは寄せられます。この場合、それを無視したり、無反応であると大きな問題になることがあります。クレームは客さまの製品評価の反映ですから、丁寧に回答するとともに、製品の品質向上や製品開発など反映していかなくてはなりません。新製品の生産技術向上にも大きく寄与できるはずです。もちろん、悪質なクレーマーには断固たる態度で応じることも必要です。 「 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(改定:2022.11.15)
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||