|
| プロフィール | 専門とする分野 | 生産管理 | 工程管理 |
| 品質改善道具 | 製造コスト削減 | 在庫管理 | 品質管理 |
| 製品組立 | 製品組立技術 | 自動車組立技術 | 海外進出 |
| 科学的管理法 | 新工場計画 | 第一線監督者 | 外注メーカー支援 |
| 生産性向上 | 活動事例の紹介 |
| |
| プロフィール | 専門とする分野 | 生産管理 | 工程管理 |
| 品質改善道具 | 製造コスト削減 | 在庫管理 | 品質管理 |
| 製品組立 | 製品組立技術 | 自動車組立技術 | 海外進出 |
| 科学的管理法 | 新工場計画 | 第一線監督者 | 外注メーカー支援 |
| 生産性向上 | 活動事例の紹介 |
製品の組立工法は、その製品独自の技術ですが、その基本となる技術について述べてあります。初心者の生産技術者の皆様のご参考になればと思います。また、製品をどのように組立するかについては、「製品組立技術」のところを参照してください。
1.製品組立 1.1 製品の組立とは 1.2 組立に用いるいろいろな工法 2.ネジによる組立 2.1 おネジとめネジ 2.2 ネジの締め付け 2.3 正しい締め付け作業 3.ボルトナットによる組立 3.1 ボルトとナット 3.2 平ワッシャーとスプリングワッシャー 3.3 ボルトやナットのゆるみ 3.4 ゆるみ止めのいろいろな方法 3.5 締め付け工具 3.6 トルクレンチ 4.溶接による組立 4.1 溶接の課題とは 4.2 スポット溶接 4.3 プロジェクショシ溶接 4.4 アーク溶接 4.5 ガス溶接 4.6 シーム溶接 4.7 フラッシュバット溶接 4.8 摩擦溶接(圧接溶接) 4.9 レーザー溶接 4.10 その他の溶接法 5.接着 5.1 接着の利点 5.2 接着工法の採用 5.3 部品の精度確保 5.4 接着時間 6.その他の工法 6.1 ロー付け 6.2 圧入 6.3 はぜ折りとかしめ 6.4 焼ばめ 6.5 キー留め 6.6 スナップリング留め 6.7 クリップ留め 6.8 その他縫製な 1.製品組立
(A)製品を作る 製品を構成するいろいろな部品を順序良く組み合わせることによって「製品をつくる」ことです。組立にはさまざまな方法を用います。 (B)付加価値をつける 材料を加工して部品をつくり、その部品を組立てて、製品を作ることによって新たに「付加価値をつける」ことです。 (C)新しい製品やサービスを生み出す 組立は一個の製品をつくることだけではなく、製品(モノ)と製品(モノ)をインターネットなどでつなげることにより新たな製品をつくる一つの技法といえます。すなわち、製品を組み合わせることによって「新しい製品やサービスを生み出す」ことでもあるといえます。 1.2 組立に用いるいろいろな工法 <基本的な組立工法> 次のような工法があげられます。
①ネジ締め ②ボルトナットによる組み付け ③溶接 ④接着 ⑤ロー付け、半田付け ⑥圧入 ⑦カシメ、はぜ折り ⑧キー留め、スナップリング留め ⑨クリップ、グロメット、リベット止め ⑩その他、縫製など 2.ネジによる組立  ネジ(ねじとも書きますがここではネジとしています。)類を用いた組付けは、製品組立には欠かせないものです。多種多様なネジが市販されており、いろいろな製品に使われています。ネジ類やボルトナットに関しては、その種類毎に多くのJIS規格がありますので、詳しい内容についてはJIS規格を参照してください。ここでは、組立作業に関する実務的な内容を中心に述べてあります。 ネジ(ねじとも書きますがここではネジとしています。)類を用いた組付けは、製品組立には欠かせないものです。多種多様なネジが市販されており、いろいろな製品に使われています。ネジ類やボルトナットに関しては、その種類毎に多くのJIS規格がありますので、詳しい内容についてはJIS規格を参照してください。ここでは、組立作業に関する実務的な内容を中心に述べてあります。
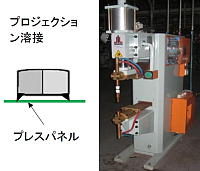
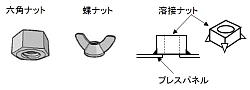
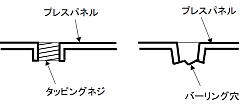
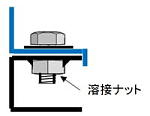
2.1 おネジとめネジ ネジの種類は非常に多いので、製品設計者はその選択に気を配らなければならないといえます。ネジは「取り付けてそのままにする」ネジの場合や「開閉、交換又は補修時など取り外す」ネジといったように使用用途別の区分もあります。前者は緩んではならないが、後者は緩まなければならないという課題があります。 さらに、効率的に組み付け作業ができるようにネジの頭もいろいろな形状が工夫されています。図に示すものは、小物部品の組み付けに使用される代表的なネジで、雄ネジ(おネジ)でもあります。相手部品は雌ネジ(めネジ)となりますが、通常のナット以外に組み付け部品によりいろいろな雌ネジが考えられ ています。 ナット類は六角ナットのほか、溶接ナットもよく使われています。これはプレスパネルに直接溶接したものです。ナットの挿入が困難な場合にプレスパネル側に溶接しておくものです。その他ナット類(めネジ)にはいろいろな種類があります。
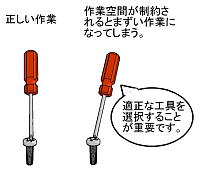
2.2 ネジの締め付け 小物品の組み付けに使用されるネジ類は、ドライバーによって組み付けるものが多いのですが、ナット類ではボックスレンチを用いるものが多いといえます。 量産品の組み付けでは、エヤー工具(インパクトレンチやナットランナーなど)が使用されます。かって現役時代にはまだ便利なトルク調整のないタイプの工具だったので、ときどき締め過ぎてネジの頭をねじ切ってしまいました(頭を飛ばすと呼んでいました)。リーダーから随分冷やかされました。ネジの本体部分がネジ穴の中に残ってしまうので、その後処理に随分手間がかかりました。エヤーツールを使った締め付けでもある程度の技能が要求されます。なお、規定のトルク(締め付け力)を要するものは、トルクの判明するレンチ(トルクレンチ)などで締め付けなければなりません。 2.3 正しい締め付け作業
少なくありません。さらに作業姿勢が苦しい場合や、ラインのスピードに追われて適正な作業が行われないなどの問題も生じますから、正しい作業ができるように改善を図らなければなりません。さらに、工具の選定も重要なことです。当然ですが、必要な締め付け力(トルク)を得られるものを選択します。
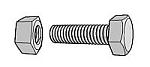
3.ボルトナットによる組立 3.1 ボルトとナット
3.2 平ワッシャーとスプリングワッシャー
3.3 ボルトやナットのゆるみ
<ゆるみ発生の原因> 次のようなことがあげられています。 ①作業者が定められた締め付け作業を行わなかった(トルク不足) ②平ワッシャーやスプリングワシャーの使用ミス(欠品) ③締め過ぎによるボルトやナット座面の変形(部品の凹みなどやゆがみの発生) ④ボルトナットに繰り返して振動が伝わり、ネジ部分の滑りによるゆるみが生じる ⑤組み付け部分に強い外力を受けた時、ボルトの強度不足によるボルトの変形 ⑥締め付け部品のなじみによる軸力の低下(部品同士隙間などの合わせが悪い場合) ⑦締結部分の高熱による熱膨張などからくるボルトの変形や強度の低下 (例:ブレーキやホールタイヤ組立部位) ⑧その他繰り返して応力が加わることによる疲労による場合など 設計者は、締結部分の負荷や作業条件などを十分検討し適切なゆるみ止め対策を取らなければならないといえます。また、現場の監督者は、正しい締め付け作業方法を指導することが必要です。 3.4 ゆるみ止めのいろいろな方法 ボルトナットなどネジのゆるみとは、ボルトやナットが締め付けと逆の回転を起こすことですから、このゆるみを如何にして防止するか、ネジメーカーの技術者や製品設計者たちは、苦心しています。 (1).締付け作業対策 ネジ類の組付けに当たっては、正しい締め付け作業を行うことが重要なことはいうまでもありません。特に、未熟練作業者に起こりがちなことは、最初のネジの2~3山が正しく挿入されていないのに無理やり工具で締め付けること、規定の締め付け力(トルク)で締め付けていない、または締め過ぎてしまうことです。監督者は正しい締め付け作業指導を行わなければなりません。さらに、使いやすい工具の準備も大切なことです。さらに、無理な作業姿勢による作業も改善しなければなりません。狭い作業空間や短時間で作業しなければならないライン作業は、作業者泣かせです。これは私の現役時代の苦い経験です。 (2).組付け部品の対策
(3).設計による対策 ネジ類のゆるみ止め対策は、設計段階でしっかり対策しておく必要があります。組付け強度だけではなく、ゆるみ止めを考慮したネジ類の選択と組合せを行わなくてはなりません。
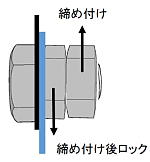
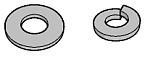
これはよく使われるゆるみ止めはスプリングワッシャーです。同じような役割のダブルナットも使われますが、一般の製品では先ず採用されていなく、大型建築鉄骨の繫ぎなどに見られるようです。 ②ゆるみ止めナット いろいろなゆるみ止めナットが工夫されて販売されています。個別の具体的な仕様などについてはネジメーカーやネジ販売店などに照会していただきたいと思います。また、ゆるみ止めナットやボルトに関しては、JIS規定もありますから参照してください。 <市販されているいろいろなゆるみ止めナット>
③ナットの脱落防止 組み込んだナットがボルトから脱落することを防止する対策
④特殊なワッシャーによる対策
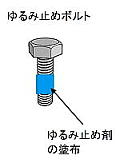
⑤ゆるみ止めボルト
⑥接着剤によるゆるみ止め 小ねじなど一度組み込めば取り外しのない場合は、ネジ部に接着剤を塗布して固定する方法があります。ネジ類を接着すると補修時(取り換えなど)には問題が生じるので、事前によく検討する必要があります。
3.5 締め付け工具
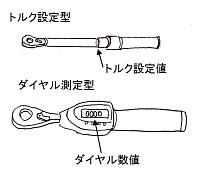
一般によく使われているのは、右図に示すような工具です。ボルトやナットの大きさに応じて先端のボックスやドライバーも合わせることになります。このような工具類もさまざまな種類が市販されていますから適正なものを選択しなければなりません。 3.6 トルクレンチ
トルクレンチの使用にあたって重要なことは、定められている握り部分を確実に掴むことです。自分勝手な掴み方は厳禁されています。 4.溶接による組立
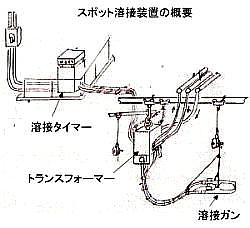
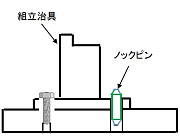
4.1 溶接の課題とは 溶接は、文字通り材料に熱を加えて溶融させて接合するものです。この高熱によって材料は膨張し、冷えると収縮することはいうまでもありません。したがって、溶接後は組立品の形状が変化します。この溶接による変形を防止することが技術者の腕の見せところです。特に溶接時に使用する組立治具仕様が大切な要素になります。この組立治具については、別項で説明します。 溶接作業は溶接する部位が決まっており、作業条件の変動も少ないので、ロボットによる自動溶接が一般化しています。今後、溶接作業はほとんど自動化される時代となります。 なお、後述しますが、昨今接着技術が急速に進み製品の組立に採用されています。将来は、溶接から接着へ変換が進むと予想しています。 また、溶接作業時には、高熱の溶融金属が作業者に直接飛散することがありますので、保護具の着用は必須となっています。 4.2 スポット溶接
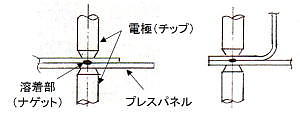
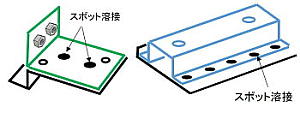
スポット溶接の溶着部位を右図に示します。電極(チップ:Tip)でパネルを加圧し、短時間に大電流を通電することにパネル合わせ部が抵抗発熱により高熱を発生させ溶着部(ナゲット:Nugget)をつくるものです。このため、「抵抗溶接」とも呼ばれています。 このスポット溶接の問題点は、完全に溶着しているか(溶接ができているか)を直接確認することが困難であることです。表面の目視でナゲット痕があっても溶接不良の場合があるため、適宜溶着確認作業(剥離テストなど)を必要とすることです。 4.3 プロジェクション溶接
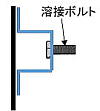
なお、溶接に使われるナットは「溶接ナット」で一般のナットと区別されます。また、量産品でない場合や特別な場合は、ナットを直接アーク溶接することもあります、 さらに、ボルトの挿入が困難な取り付けの場合、ボルトを先に溶接する方法も行われています。この場合のボルトはスタッドボルト(Stud Bolt:植え込みボルト)と呼ばれています。専用の溶接機を使います。 4.4 アーク溶接 (1)アーク溶接とは
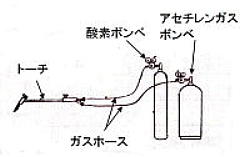
(2)アーク溶接による熱変形 アーク溶接は、溶接部分には高熱が発生するのでその熱によって組立品の膨張と収縮が起ります。多数の部品をアーク溶接で組み付ける製品は、その組立精度の確保が困難な問題が起こります。組立治具の仕様や溶接工程の設計などに技術力や経験が必要です。 (3)アーク溶接の安全対策 アーク溶接時には、強い光を発光するため、作業者の目の保護のため、その光を遮蔽するメガネ(保護面、お面)を使用しなければなりません。現在では、被覆材を用いた溶接は、少なくなりましたが、この溶接棒に付着されている被覆材は、溶接後塗装前に剥離しなければなりません。溶接完了後、被覆材はスラグとなって溶接ビード部位を保護しているため、ハンマー等で除去します。この場合、粉じんとなって飛散しますから、保護マスクを着用しなければなりません。 4.5 ガス溶接
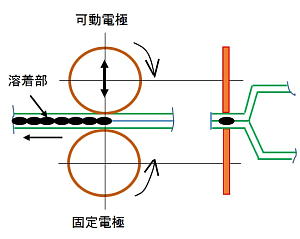
4.6 シーム溶接
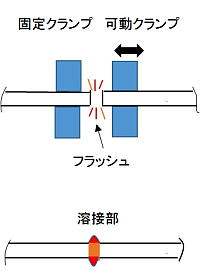
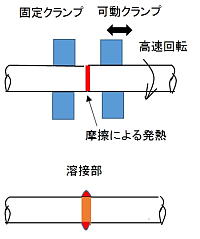
フラッシュバット溶接(Flash-bat Welding)は、二つの材料を数ミリの間隔をあけてセットし、電圧をかけて近づけると材料が高熱となりフラッシュが発生します。 双方の材料が溶接に必要な高い温度になった時、加圧することにより接合するものです。 その昔、現役時代自動車ホイールのリムの製造工程でこの溶接を行った経験があります。長方形に切断された鋼材をローラーで丸めておき、フラッシュバット溶接で円状につなぎ合わせます。溶接部の肉盛り部分を切削整形後ローラー成型機でリム形状に加工します。当時は少量生産のため手動操作でした。ハンドルレバーを操作しながら上下の成型ロールの加圧を加減しながらリム形状を作っていくものです。通路からの見学者の前で新前の私は、かっこよく仕事をしておりました。 4.8 摩擦溶接(圧接溶接)
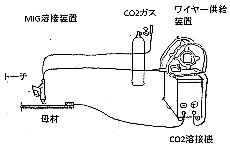
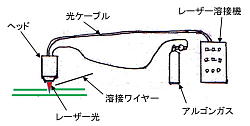
レーザー溶接(LASER Welding)は、レーザー発生装置からレーザー光をヘッド(レーザー光をレンズで焦点合わせする)に送り、 溶接や切断を行うものです。レーザー光のエネルギーをレンズで一点に集中出来るので、熱をかける面積が小さくてすみ、したがって、溶接速度も速くできるという利点があります。光エネルギーが集中できるので、微細加工や材料の精密な切断にも利用されています。レーザーにはCO2やYAG(ヤグ)レーザーが使われています。ロボットを使った材料の切断、微細加工、溶接はこれからも一層採用されると思っています。 注意すべき点は、レーザー光線は目に見えないので、やけどや網膜損傷などが生じるので、安全対策が必要です。 4.10 その他の溶接法 その他、組立時に使用される溶接法には、ビーム溶接、プラズマ溶接、熱間圧接など特別な製品の組立に採用されています。 5.接着 最近の接着剤の技術開発は目覚ましいものがあります。いろいろな製品の組立に接着剤の採用は次第に増えて来ています。 5.1 接着の利点
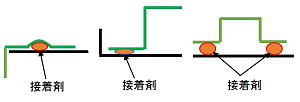
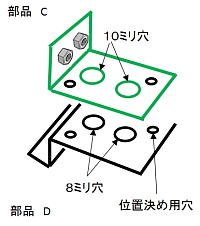
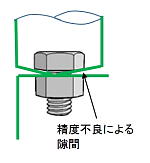
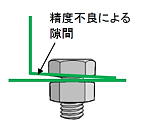
5.2 接着工法の採用 製品組立に使われる接着剤には多種多様な種類が販売されています。樹脂製品や紙製品では大きな外力がかからない場合は、接着組立が一般的になっています。自動車にも接着工法が用いられていますが、車体のような構造的な組立部位の採用はまだ限られています。今後、一液性の瞬間接着剤や自動化が容易な短時間(瞬間)接着剤の開発が期待されます。 5.3 部品の精度確保 接着工法では、部品の精度保持が重要になります。接着作業時において、部品の合わせ部位に隙間が生じたり、接着組立時にクランプなどで強制したりするような部品合わせが必要な場合、接着作業はできなくなり、同時に組立精度も確保できないことになります。 5.4 接着時間 接着による製品組立で一番の課題は製品固定時間(接着時間)の課題があります。如何に短時間で接着組立できるかが問題です。市販の瞬間接着剤のようにすぐに接着固定できるような構造用接着剤が今後開発されると思っています。自動車のような構造部分に使用する構造用接着剤は、まだ数十秒の接着時間を要しているので、生産性が課題になっています。
6.その他の組立方法 6.1 ロー付け(蝋付け)
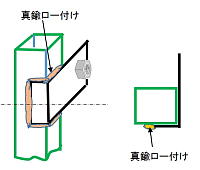
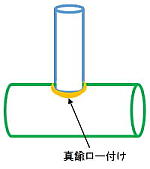
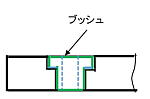
(1) ロー付けの特徴 ロー付けは、溶接とは異なり母材(部品)を溶かさないで組み付ける方法といえます。ロー付けは、小さな穴埋め、隙間の充填などが効果的な作業です。さらに、溶接では困難な部品の組立に採用されます。例えば、薄い板又は極細い部品、極端に小さな部品、円形や角形状、異種金属のロー付け組立などがあげられます。 なお、ロー付け部位は、強度が強くないので、大きな外力が加わる部位のロー付けは亀裂や損傷の原因になります。このような部位は溶接を行うような設計をすべきです。 (2) ロー付け作業 よく使われる真鍮ロー付けは、ガスバーナーなどの火炎を使って、およそ800度前後の温度でロー付け作業を行います。このため、作業に時間を要するので少量生産向きといえます。現役時代、プレス部品の組立で発生した隙間の穴埋めに真鍮ロー付けを行いました。真鍮棒にフラックスをつけて小さくい穴をロー付けで埋める作業でした。なお、小物部品のロー付けでは、加熱炉を用いた連続ロー付け炉も量産用として採用されています。 6.2 圧入
なお、結合する二つの部品は、同種以外の異種材料でも可能になります。 6.3 はぜ折りとかしめ
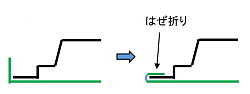
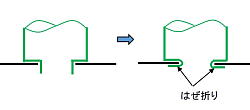
はぜ折り(ヘミング:Hemming)は、組立品の端面のフランジを折り曲げる加工です。自動車のドアー外周のフランジの折り曲げや部品の端面のフランジを折り曲げて組み立てる加工です。 フランジ曲げは、結合力が強くないので、結合力が必要な場合は補強(ロー付け、接着剤塗布など)を行います。
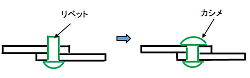
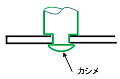
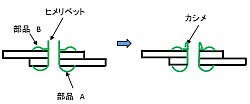
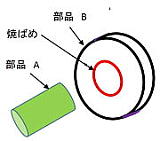
リベットに代表される組み付けにかしめ加工があります。 リベットには、いろいろな工夫がされた形状やカシメ工法が考えられています。代表的な リベットは鉄骨、橋梁など大物構造物に使われています。自動車の大型フレームにも使われています。 小物部品のカシメには多種多様なものがあります。その中で、軽量品や紙、布などの組み合わせによく使われているのが、「ヒメリベット」です。概要を右図に示します。カシメ作業にはハンマーやカシメ工具が使われますが、厚物でしっかりカシメを要する場合にはエヤー工具も使われます。 6.4 焼ばめ
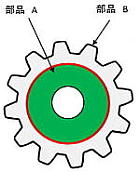
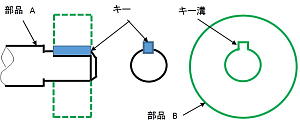
逆に、シャフトを液体窒素などで冷却して、シャフトの直径を穴径より小さくして挿入する方法が「冷やしばめ」と呼ばれる方法です。穴側を加熱するより、軸側を冷却した方が有利な場合に採用されます。なお、このシャフトの直径と穴の径の寸法関係を「締め代」といいます。この関係寸法はJISにも規定がありますので、参照してください。 6.5 キー留め
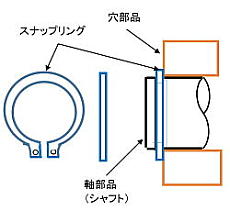
その昔、半月キー部品を自動車メーカーに納入していた時、メーカー側の組立部品にお客さまからのクレームが発生しました。その原因が納品した半月キーにもあるという判定で修理代の一部を負担させられました。負担金額に納得できませんでしたが、キー部品の問題ではないという証明ができず困ったことがありました。 6.6 スナップリング留め
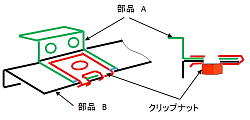
なお、このリングは、ばね鋼で作られており、その弾性力で軸や穴の中に設けられた溝に専用の工具を使ってセットします。また、このリングを外すことにより、修理などのための分解ができ、再組立もできます。 6.7 クリップ留め 組立に使われるクリップには、さまざまな種類があります。また、形状や大きさ、使用する部位など用途に応じて使用されています。 (1)クリップナット
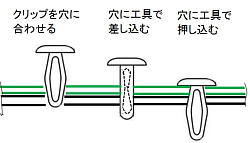
(2)樹脂クリップ
樹脂クリップの使用方法の代表的な例を右図にしまします。組み付ける部品同士の穴に合わせてクリップを工具で頭部を軽くたたくなどして、形状を広げることにより部品がしっかり組み付けることができます。 6.8 その他、縫製など 製品をつくるためには、上記以外にもさまざまな工法が使われています。部品同士の組立(結合)は、その製品組み立てに必要な最適工法を選択することが必要であることはいうまでもありません。そのポイントは、組み合わせる材料、品質の確保、より安いコスト、組み立てに要する時間にあるといえます。
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||




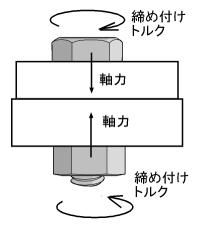
 ボルトナットの
ボルトナットの